

Achieving seamless integration and lasting durability in any piping project begins with one critical step: proper pipe preparation. Whether you're working on plumbing installations, HVAC systems, or construction-grade pipework, the quality of your cuts and bevels directly impacts the strength and reliability of every welded joint.
Pipe cutting and beveling machines have revolutionized how professionals approach these essential tasks, transforming what was once labor-intensive work into precise, efficient operations. This comprehensive guide walks you through everything you need to know—from understanding the fundamentals to mastering advanced techniques that deliver professional-grade results every time.
Understanding Pipe Cutting and Beveling Fundamentals
Pipe cutters and beveling machines are precision-engineered tools designed to prepare pipe ends for optimal welding conditions. The cutting process delivers clean, accurate edges, while beveling creates the angled surfaces necessary for achieving superior weld penetration and joint integrity.
When a pipe end is beveled correctly, it forms a groove that allows welding material to flow deep into the joint. This penetration is what creates the mechanical strength that high-pressure and high-strength applications demand.
The primary objectives of proper pipe preparation include: ensuring precise fit-up for welding applications, eliminating surface defects that compromise fusion quality, maximizing weld penetration depth, and creating uniform surfaces that enhance the structural performance of completed joints.
Step-by-Step Pipe Cutting and Beveling Process
Preparing Your Work Area
Before initiating any cutting or beveling operation, confirm that your workspace is clean, well-lit, and free from obstructions. Gather all necessary safety equipment including protective gloves, face shields, and hearing protection. A properly organized workspace is fundamental to achieving consistent, high-quality results.
Securing the Pipe
Position the pipe on a stable stand or secure clamp to eliminate any movement during machining. Proper stabilization prevents vibrations that could lead to inaccurate cuts or uneven bevels. Verify that the pipe alignment is perfectly square to the planned cut location before proceeding.
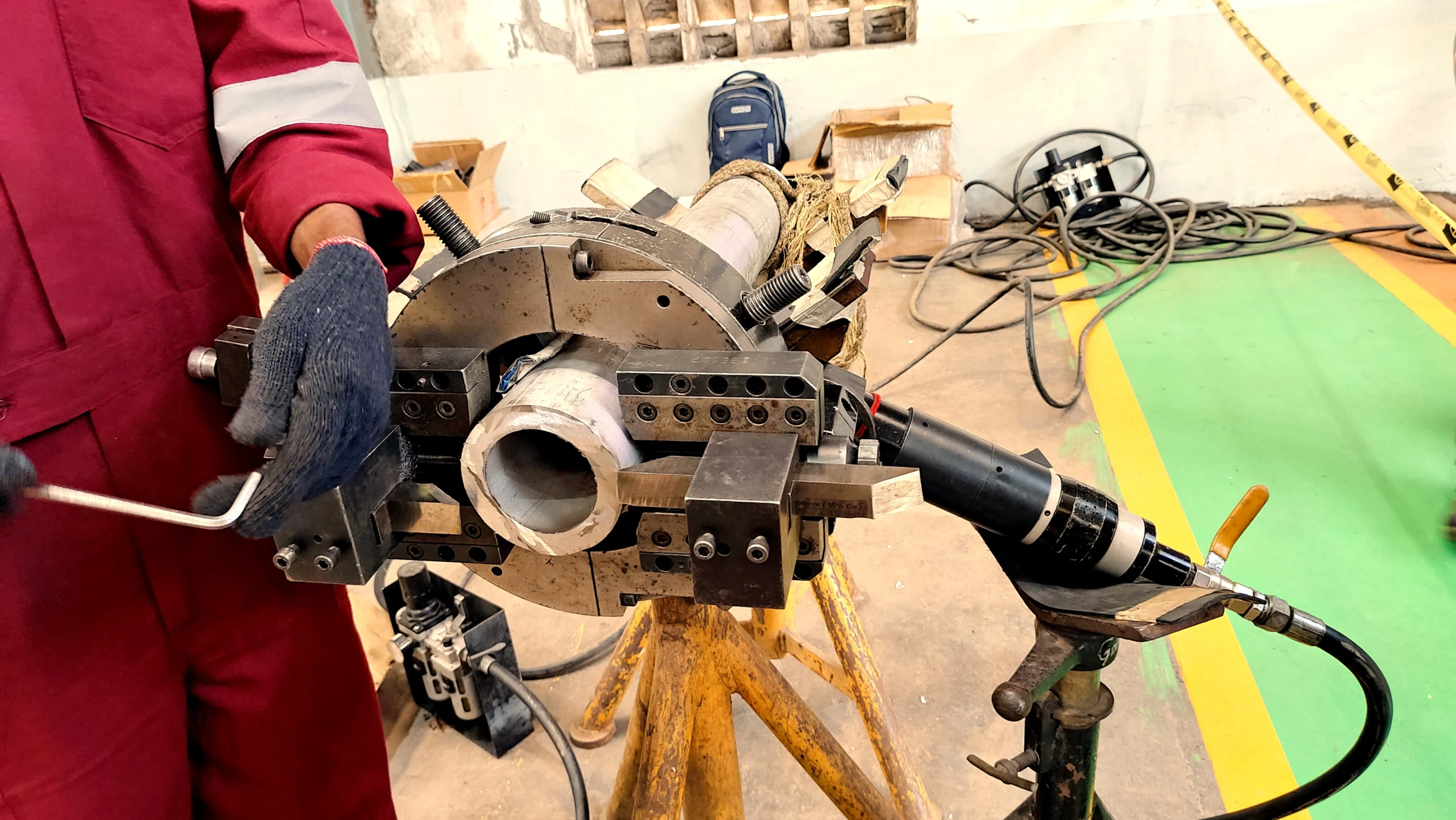
Assembling the Beveling Machine
Inspect the machine for any loose components or signs of wear before installation. Mount the self-centering frame onto the pipe at the precise outer diameter point where cutting or surfacing will occur. Ensure the frame is locked firmly in place with zero lateral movement.
Installing the Cutting Tool
Select the appropriate cutting tool based on your pipe material and desired bevel configuration. Secure the tool firmly in the tool post and adjust its position to align precisely with the pipe's outer and inner diameter specifications. Ovality—the variation in cross-sectional shape—is measured by the difference between maximum and minimum outer diameters.
Aligning the Machine
Execute a dry run by operating the machine at moderate speed without engaging the cutting tool. This confirms proper alignment and clearance between the tool and pipe surface. Make any necessary position adjustments before beginning the actual cutting process.
Initiating the Beveling Process
Power up the machine and allow it to complete 2-3 full rotations before engaging the cutting tool. Guide the tool toward the pipe surface using the push-button feed mechanism, starting with minimal feed pressure to avoid excessive force and potential tool damage. Gradually increase feed rate as the cut progresses to ensure smooth chip formation.
Completing the Beveling Operation
Monitor the operation continuously to verify the desired bevel depth and angle are being achieved. Stop the feed once the target bevel depth is reached, ensuring the inner diameter of the pipe remains intact. Allow the machine to complete several final rotations for a smooth finish, then power down and carefully retract the cutting tool.
Inspecting the Cut
Examine the bevel angle and cut surface using precision measuring instruments. Look for any burrs or sharp edges and remove them with a deburring tool as necessary. A quality inspection at this stage prevents downstream welding complications and ensures optimal joint performance.
Technical Data and Key Considerations
Pipe Material Thickness
Different materials require specific tooling approaches. Carbon steel, stainless steel, Inconel, and titanium each demand appropriately rated cutting tools. For tough materials like Inconel, ensure your tool is rated for high-grade applications.
Bevel Angle Selection
Standard bevel angles range from 30° to 45° depending on the welding specification and application requirements. Compound bevels (J-groove or V-groove configurations) may be required for high-pressure applications.
Machine Setup Time
Average setup time for an experienced operator is 15-20 minutes. Actual machining time varies based on pipe diameter and wall thickness, typically ranging from 15 minutes to several hours for large-diameter applications.
Minimum Pipe Length
A stable setup typically requires a minimum of 3-4 feet of pipe length to accommodate proper TRF mounting. For shorter sections, ensure the pipe can be temporarily welded or clamped to provide adequate machining support.
Common Challenges in Cutting Operations
Tool Wear and Heat Management
One of the most frequent issues in pipe cutting and beveling is rapid tool wear and excessive heat generation. This occurs when operators use sub-optimal cutting speeds or feed rates for the material being processed. The solution lies in selecting high-quality cutting tools rated for your specific material and maintaining consistent chip formation through proper feed adjustments.
Pipe Ovality Issues
Excessive ovality in pipe material can cause inconsistent bevel depths around the circumference. When working with pipes that exhibit significant ovality, additional clamping pressure or specialized tooling configurations may be necessary. This issue can be mitigated by proper material inspection before beginning operations and adjusting the machine to account for dimensional variations.
Maintaining Dimensional Accuracy
Achieving precise tolerances requires attention to multiple factors: machine calibration, tool condition, feed rate consistency, and environmental conditions. Regular equipment maintenance and operator training are essential investments that pay dividends in reduced rework and improved joint quality across all your piping projects.
Ready to Upgrade Your Pipe Preparation?
Discover professional-grade pipe cutting and beveling equipment designed for precision, durability, and ease of use.
PipeCut Bevel 360 Pro